

Положениями ГОСТа 30242 предусматривается разделение всех существующих дефектов сварочного производства на шесть групп. Первую из них составляют разного рода трещины – изъяны в виде продольного разрыва металла в месте соединения. Они образуются под воздействием напряжения, которое образуется после сваривания заготовок, или в результате внешнего механического воздействия. Эксплуатация конструкции с такими повреждениями рано или поздно приводит к их разрушению.
Трещина относится к числу недопустимых дефектов и должна быть устранена в обязательном порядке. Такого рода дефекты образуются как на сварном шве, так и в округ него в пределах зон, где сохраняется термическое влияние. Обнаружить их можно при визуальном контроле качества соединения. Чтобы детальнее рассмотреть характер и размеры повреждения, можно воспользоваться лупой с большим увеличением. С ее помощью обнаруживаются и микротрещины.
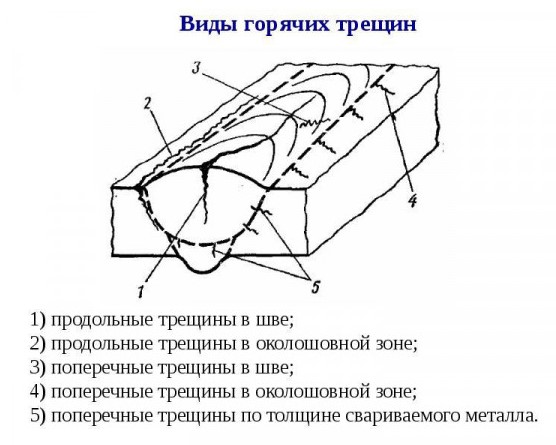
Виды трещин
Трещины принято классифицировать. Различают два их вида: горячие (высокотемпературные) и холодные (низкотемпературные). Каждый из видов имеет градацию по ряду признаков. Горячие и холодные трещины делятся по направлению – поперечные или продольные могут быть в самом кратере сварного шва или же располагаться по всей ширине валика в виде изогнутой линии (радиальные). Трещины горячие возникают при высокой температуре – 1000 и более градусов Цельсия. Холодные образуются при температурах намного ниже – 200-300 градусов Цельсия.

Причины образования горячих трещин при сварке
Горячие трещины – это разрушения шва или металла в зоне термического влияния сварки на межкристаллическом уровне. Изъян образуется в стадии твердожидкого состояния расплава после завершения процесса кристаллизации или же в твердом его состоянии при высоких температурах. Излом имеет темный цвет и извилистую форму.
Причины образования горячих трещин выполнении сварочных работ:
- Деформация может быть вызвана укорочением.
- Между зернами есть жидкие прослойки.
- Из-за фиксации деталей, что исключает их перемещение для правильного остывания.
- В силу нарушения связей между зернами, вызванного сторонними включениями с низкой температурой твердения.
- Присутствия других включений. Особую опасность представляют фосфор и сера.
Последовательность образования горячих трещин:
- Прекращения нагрева влечет начало процесса остывания расплава и металла вокруг ванночки.
- После достижения определенной температуры в расплаве начинают образовываться кристаллы. Между твердыми частицами есть прослойки жидкого вещества.
- Возрастает внутреннее напряжение, приводящее к снижению способности металла деформироваться.

Разная усадка сварных швов и горячего металла вокруг них провоцирую появления сильных внутренних напряжений, в результате которых в разных направлениях возникают трещины.
Когда образуются холодные трещины
Холодные трещины – это разрушения на межкристаллическом уровне шва или зоны вокруг него, которые образуются в процессе кристаллизации расплава, который находится в твердожидком агрегатном состоянии. Пространственное расположение изъянов может быть любым: продольным, поперечным или под углом. Излом обладает светлым оттенком и проявляется постепенно в процессе остывания сварного соединения. Трещины становятся видимыми уже при 300 градусах Цельсия. По этой причине их называют холодными.
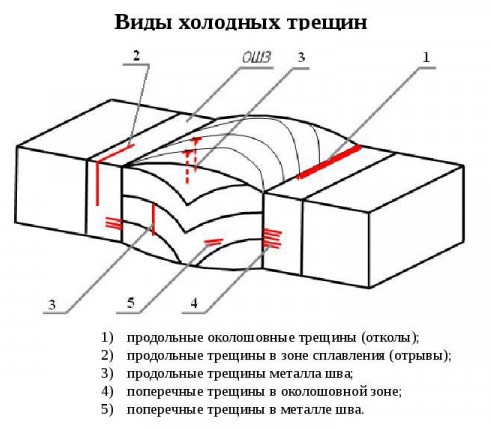
Чаще всего холодные трещины образуются в корне шва и в месте соприкосновения валика с металлом заготовки. Основное «коварство» такого рода дефектов заключается в том, что могут образовываться не только на поверхности, но и внутри металла. Они могут быть небольшого размера и обнаружить такие трещины намного сложнее, чем горячие.
Еще одно важное отличие заключается в том, что холодные трещины не обладают разветвленной структурой, как горячие. Раскрываются они тоже не настолько широко. Реагируя с атмосферным кислородом изъяны обретают голубоватый или коричневатый оттенок. Наиболее уязвимыми являются изделия из низколегированной или высокопрочной стали.

Причины образования холодных трещин:
- Чрезмерно сильное соединение свариваемых заготовок.
- Неверно подобран диаметр электрода: меньше оптимального.
- Нарушена технология выполнения сварочных работ.
- Высокой содержание углерода в металле.
- Сварной шов был охлажден слишком быстро.
- Большие внутренние напряжения.
Кристаллизация
Кристаллы образуются в процессе остывания металла, то есть в тот период, когда он из жидкого состояния переходит в твердое. Именно такой процесс имеет место быть после сваривания заготовок. В это время высока вероятность деформации металла и образования трещин.
В процессе кристаллизации сварного шва образуются горячие трещины. Их еще называют кристаллизационными. Они становятся заметными уже на последнем этапе кристаллизации, когда температура близка к солидусу и исчезают последние капли жидкого металла.

Как избежать появления трещин
Вероятность образования трещин можно уменьшить. Для этого следует придерживаться некоторых рекомендаций:
- Снизить жесткость стыка свариваемых заготовок.
- Ширина сварного шва должна соответствовать толщине полок соединяемых элементов.
- Сила сварочного тока должна быть в пределах рекомендованных для конкретного типа работ значениях.
- Содержание углерода и серы в присадочных материалах должно быть минимальным.
- Удерживать электрод под оптимальным углом по отношению к рабочей поверхности.
- Не делать сварочный шов слишком узким.
- Сваривать заготовки в несколько проходов. Однопроходные швы являются наименее прочными.
Не помешает предварительно нагреть соединяемые заготовки.
Ликвидация трещин
Нормативные документы содержат информацию о наиболее эффективных мерах предупреждения и ликвидации брака в сварочных работах, в том числе и разного рода трещинах. Основным способом исправления трещин является их заваривание. Перед устранением дефекта следует выполнить подготовительные работы.

Сначала нужно осмотреть изъян, чтобы точно определить его начало и окончание. Края трещин высверливают, а если сделать это не представляется возможным, то прижигают. Сначала реставрируемую область можно несколько подогреть. Если трещина слишком большая и ее длина составляет 30 и более сантиметров, то заварить ее следует обратноступенчатым способом.
Исправление трещин при ремонте авто
Головка блока цилиндров (ГБЦ) относится к числу наиболее важных элементов автомобиля. Если она неисправна, то машина по факту остается без силовой установки. Если корпус ГБЦ имеет трещину, то ее можно заварить. Для этого используется электродуговая сварка. Не исключается также использование газовой горелки. После завершения всех работ сварной шов покрывается эпоксидной смолой.


